Спирали



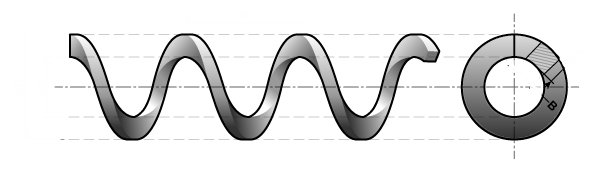
Размеры гибких спиралей из углеродистой стали |
|||||||
| D,мм | P,мм | d,мм | Размеры полосы | Кг/м | Количество на складе,м | Чертеж | |
| A, мм | B, мм | ||||||
| 32 | 32 | 18 | 7 | 3,3 | 0,450 | много | |
| 34,3 | 34 | 20 | 7 | 3,3 | 0,450 | - | - |
| 36 | 50 | 20 | 8 | 5 | много | ||
| 36,3 | 38 | 20 | 8 | 3,3 | 0,500 | - | - | 36,3 | 40 | 20 | 8 | 3,3 | 0,480 | - | - | 36,5 | 38 | 20 | 8 | 4,3 | много |
| 38,3 | 38 | 22 | 8 | 3,3 | 0,520 | - | - |
| 38,3 | 38 | 22 | 8 | 4,3 | 0,650 | много | |
| 43 | 50 | 19 | 12 | 4 | - | ||
| 43,3 | 38 | 27 | 8 | 3,3 | 0,600 | - | - |
| 43,3 | 38 | 27 | 8 | 4,3 | 0,780 | много | |
| 44,5 | 45 | 28,5 | 8 | 3,3 | - | - | |
| 48,3 | 40 | 32 | 8 | 3,3 | 0,650 | - | - |
| 48,3 | 40 | 32 | 8 | 4,3 | 0,805 | - | - |
| 49,3 | 40 | 33 | 8 | 4,2 | 0,840 | - | |
| 53,3 | 37 | 33 | 10 | 3,3 | 0,950 | - | - |
| 53,3 | 37 | 33 | 10 | 4,3 | 1,250 | - | |
| 55 | 55 | 31 | 12 | 4 | - | ||
| 60 | 40 | 36,5 | 11,7 | 4,3 | 1,500 | - | - |
| 60 | 45 | 36 | 12 | 4 | - | ||
| 60 | 45 | 36,5 | 11,7 | 4,3 | 1,350 | много | |
| 60 | 50 | 36 | 12 | 4 | - | ||
| 60 | 60 | 36,5 | 11,7 | 4,3 | 1,040 | - | - |
| 68 | 50 | 44,5 | 11,7 | 4,3 | 1,380 | - | - |
| 70 | 50 | 46,5 | 11,7 | 4,3 | 1,400 | много | |
| 70 | 50 | 46 | 12 | 4 | мало | ||
| 70 | 65 | 46,5 | 11,7 | 4,3 | 1,150 | мало | - |
| 75 | 53 | 47 | 14 | 4,3 | 1,660 | много | |
| 75 | 60 | 47 | 14 | 5 | - | ||
| 86 | 60 | 58 | 14 | 4,3 | 1,735 | мало | |
| 90 | 70 | 62 | 14 | 5 | мало | ||
| 95 | 65 | 67 | 14 | 5 | 2,120 | много | |
| 100 | 70 | 68 | 16 | 6 | мало | ||
| 100 | 70 | 72 | 14 | 5 | 2,100 | много | |
| 128 | 80 | 96 | 16 | 6 | много | ||
| 140 | 80 | 108 | 16 | 6 | много | ||
| Размеры гибких спиралей из нержавеющей стали | |||||||
| D,мм | P,мм | d,мм | Размеры полосы | Кг/м | Количество на складе,м | Чертеж | |
| A, мм | B, мм | ||||||
| 43 | 50 | 19 | 12 | 4 | - | ||
| 60 | 40 | 36,5 | 11,7 | 4,3 | 1,500 | - | - |
| 60 | 45 | 36,5 | 11,7 | 4,3 | 1,350 | много | |
| 60 | 50 | 36 | 12 | 4 | мало | ||
| 60 | 60 | 36,5 | 11,7 | 4,3 | 1,040 | - | - |
| 68 | 50 | 44,5 | 11,7 | 4,3 | 1,380 | - | - |
| 70 | 50 | 46 | 12 | 4 | много | ||
| 70 | 50 | 46,5 | 11,7 | 4,3 | 1,400 | много | |
| 70 | 65 | 46,5 | 11,7 | 4,3 | 1,150 | - | - |
| 75 | 60 | 51 | 12 | 4 | мало | ||
| 95 | 65 | 67 | 14 | 5 | 2,120 | много | |




{kind=link}
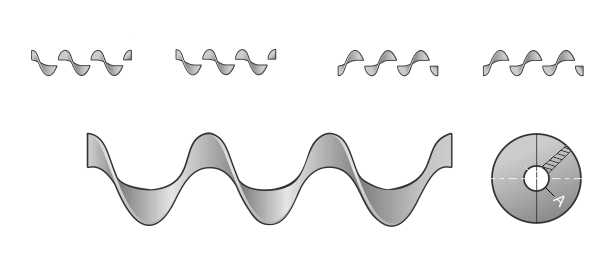
| Размеры классических спиралей из углеродистой стали | ||||||
| D,мм | P,мм | d,мм | A,мм | B,мм | На складе,м | Чертеж |
| 60 | 45 | 20 | 3 | ~1,5 | - | - |
| 60 | 60 | 21 | 3 | ~1,5 | мало | - |
| 65 | 60 | 21,3 | 3 | ~1,5 | мало | |
| 65 | 65 | 21,3 | 3 | ~1,5 | - | - |
| 80 | 80 | 20 | 4 | ~2,0 | - | |
| 80 | 80 | 27 | 3 | ~1,5 | - | |
| 90 | 90 | 27 | 4 | ~2,0 | - | |
| 90 | 90 | 30 | 9 | 7 | мало | |
| 100 | 100 | 27 | 4 | ~2,0 | - | |
| 100 | 100 | 34 | 3 | ~1,5 | - | - |
| 110 | 110 | 34 | 9 | 7 | - | |
| 120 | 120 | 27 | 4 | ~2,0 | - | - |
| 120 | 120 | 32 | 6 | 3 | - | |
| 120 | 120 | 34 | 4 | ~2 | - | |
| 125 | 125 | 57 | 3 | 1,7 | - | - |
| 130 | 130 | 27 | 4 | 2 | мало | - |
| 130 | 130 | 27 | 3,5 | ~1,7 | много | |
| 130 | 130 | 34 | 3,5 | ~1,7 | - | - |
| 130 | 130 | 38 | 11 | 9 | мало | |
| 140 | 140 | 28 | 6 | 3 | мало | |
| 140 | 140 | 42,4 | 4 | ~2,0 | мало | |
| 140 | 140 | 48,3 | 4 | ~2,0 | - | |
| 150 | 150 | 43 | 3,5 | ~1,7 | - | - |
| 150 | 150 | 48,3 | 4 | ~2,0 | много | |
| 150 | 150 | 50 | 14 | 10 | много | |
| 160 | 160 | 32 | 4 | 2 | мало | |
| 160 | 160 | 42 | 3,5 | 1,8 | - | |
| 160 | 160 | 48,3 | 4 | ~2,0 | - | - |
| 160 | 160 | 57 | 5 | 2,5 | мало | |
| 180 | 180 | 60 | 4 | ~2 | - | |
| 180 | 180 | 65 | 17 | 13 | - | PRODUCT_IMAGE_ID_#6553 |
| 190 | 160 | 60 | 4 | ~2 | - | |
| 190 | 190 | 60 | 5 | ~2,5 | - | |
| 200 | 200 | 42 | 4 | 2 | много | |
| 200 | 200 | 42 | 6 | 3 | - | - |
| 200 | 200 | 48 | 4 | ~2 | - | |
| 200 | 200 | 57 | 5 | 2,5 | много | |
| 200 | 200 | 60 | 5 | 2,5 | - | |
| 200 | 200 | 70 | 17 | 13 | много | |
| 200 | 200 | 80 | 9 | 7 | - | |
| 210 | 210 | 40 | 4 | ~2 | - | - |
| 210 | 210 | 61 | 6 | 3 | - | - |
| 220 | 220 | 57 | 4 | ~2 | - | - |
| 220 | 220 | 60 | 4 | ~2 | - | - |
| 225 | 230 | 76 | 17 | 13 | - | - |
| 230 | 230 | 60 | 4 | ~2 | - | - |
| 240 | 160 | 60 | 5 | 2,5 | - | |
| 240 | 240 | 60 | 5 | 2,5 | - | |
| 250 | 250 | 57 | 4 | 2 | много | |
| 250 | 250 | 60 | 4 | ~2 | - | - |
| 250 | 250 | 60 | 6 | 3 | - | - |
| 290 | 200 | 76 | 6 | 3 | - | |
| 295 | 300 | 105 | 17 | 13 | мало | |
| 300 | 300 | 76,1 | 6 | ~3 | много | |
| 300 | 300 | 76 | 4 | 2 | - | |
| 300 | 300 | 89 | 6 | ~3 | - | - |
| 315 | 315 | 110 | 25 | 15 | - | |
| 350 | 350 | 89 | 6 | 3 | - | - |
| 400 | 400 | 89 | 8 | 4 | много | - |
| 400 | 400 | 102 | 6 | 3 | мало | |
| 400 | 400 | 114 | 8 | ~4 | - | - |
| Размеры классических спиралей из нержавеющей стали (минимальная партия 20м) | |||||
| D (mm) |
P (mm) |
d (mm) |
A (mm) |
B (mm) |
|
| 80 | 80 | 27 | 4 | ~2 | |
| 90 | 90 | 27 | 4 | ~2 | |
| 100 | 100 | 27 | 4 | ~2 | |
| 100 | 100 | 34 | 4 | ~2 | |
| 110 | 110 | 43 | 4 | ~2 | |
| 120 | 120 | 34 | 4 | ~2 | |
| 130 | 130 | 34 | 4 | ~2 | |
| 130 | 130 | 43 | 4 | ~2 | |
| 150 | 150 | 49 | 4 | ~2 | |
| 160 | 160 | 49 | 4 | ~2 | |
| 180 | 180 | 49 | 4 | ~2 | |
| 200 | 200 | 61 | 4 | ~2 | |
| 250 | 250 | 60 | 5 | ~2.5 | |
| 300 | 300 | 76 | 6 | 3 | |
|
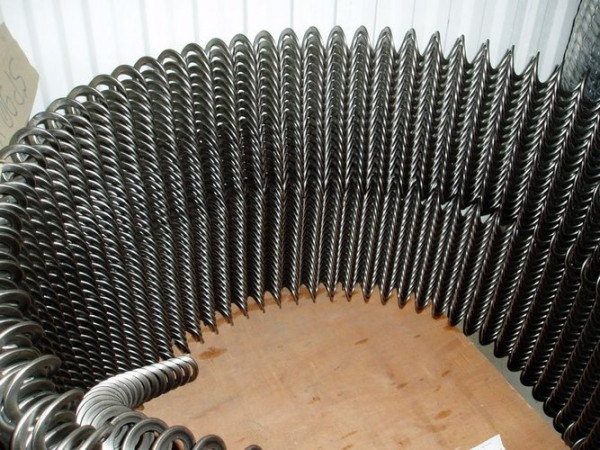
3. Толстые спирали. Шнековые спирали большой толщины сложно отнести к гибким или классическим. Исходя из особенностей геометрии, они формируют отдельную категорию изделий, для производства которой требуется узкоспециализированное оборудование, развивающее высокие усилия для профилирования толстых металлических листов. Обычно, к этой категории относят спирали с толщиной пера более 8..10мм до 45мм и диаметром от 150мм до 900мм. Спирали могут иметь как широкое так и узкое перо, в зависимости от особенностей подаваемого продукта и условий эксплуатации. Иногда, спирали изготавливают сварными не только по длине, но и по ширине пера, вкладывая спираль с меньшим наружным диаметром внутрь спирали с большим. Тостые шнековые спирали могут изготавляваться из высоколегированных и жаропрочных сталей. Диапазон их применения очень широк: от транспортировки бурового шлама до подачи различных продуктов на предприятиях водоочистки. |
  |
  |
|
4. Шнековые витки
В предыдущих статьях мы рассказали, что классические спирали являются более технологичными изделиями, чем шнековые витки. Однако, существуют технические задачи, когда необходимости в изготовлении длинных спиралей нет и короткие витки шнека конструктивно более применимы. Ярким примером таких задач является производство шнековых буров, для которых использование витков шнека стало промышленным стандартом. Спиральные винты с переменным шагом или наружным диаметром также проще реализовывать сваркой одного витка шнека с другим. При ремонте сельскохозяйственных или буровых машин, подчас не требуется полной замены винтового пера. Использование отдельных витков шнека позволяет произвести местный ремонт рабочего органа агрегата. И самым очевидным и незаменимым использованием витков шнека являются случаи, когда поверхность пера имеет сложную форму, отверстия, канавки и другие конструктивные элементы. Виток шнека обычно изготавливают на специальном гибочном станке с системой ЧПУ или штампе со специальной оснасткой. В отличие от цельнотянутой спирали, виток шнека имеет постоянную толщину пера по всему поперечному сечению. |


|


|